Quality is life, service is the tenet
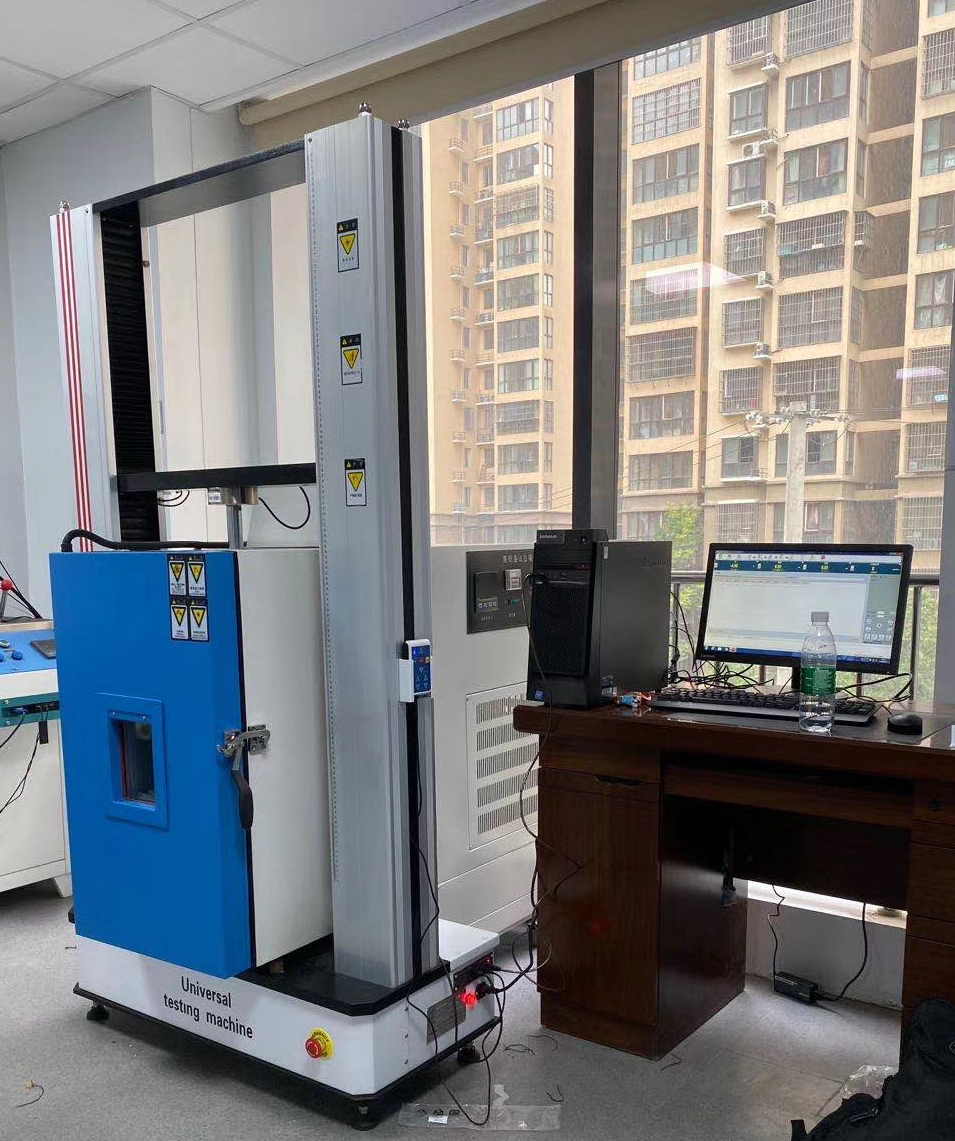
材料拉伸強度試驗儀對材料(試樣)的要求,用于測試材料(如金屬、塑料、橡膠、紡織品等)在拉伸狀態下的力學性能的精密設備,廣泛應用于工業、科研及質檢領域。
以下是其核心功能、技術參數及市場概況的總結:與絕緣強度試驗相比,其關注點不同,核心在于確保試樣能真實反映材料的力學性能,并在斷裂前承受均勻的拉伸應力。
北京北廣精儀儀器設備有限公司 專業生產玻璃鋼檢測設備
以下是詳細的要求,主要依據國家標準GB/T1447《纖維增強塑料拉伸性能試驗方法》以及ASTMD3039等標準。
一、核心要求概述
總原則是試樣的形狀、尺寸、纖維取向和加工質量必須保證試驗時在標距段內產生均勻的應力分布,最終發生理想的斷裂模式(即發生在標距內的材料本體斷裂),從而獲得真實有效的拉伸強度與彈性模量。
二、具體技術要求
1.形狀與尺寸
這是拉伸試驗中最關鍵的部分。玻璃鋼是各向異性材料,其形狀尺寸必須經過精密設計。
基本形狀通常為啞鈴型或矩形直條型。
啞鈴型試樣帶有圓弧過渡的肩部,適用于大多數玻璃鋼板材。這種形狀能確保斷裂發生在平行段(標距段)中心,避免在夾持端應力集中而提前破壞。
矩形直條型試樣加工簡單,但對夾持要求非常高。容易在夾持端附近因應力集中而破壞,結果可能偏低。通常需要在夾持端粘貼加強片(如玻璃纖維布或鋁片)來分散夾持力。
標準尺寸以的啞鈴型試樣為例(參考GB/T1447)
總長度≥230mm
平行段長度(標距)通常為(50±0.5)mm或(100±0.5)mm。標距是測量變形的基準長度。
平行段寬度通常為(10±0.2)mm或(15±0.2)mm。
厚度通常為210mm,推薦厚度為24mm。同一組試樣的厚度公差應嚴格控制在±0.1mm或更小。
過渡圓弧半徑非常重要,通常為75mm左右,以確保平滑過渡,減少應力集中。
2.纖維取向
這是玻璃鋼試驗的、至關重要的要求。
明確方向試樣必須根據測試目的,明確其纖維方向與拉伸方向的夾角。最常見的兩種
0°方向纖維方向與拉伸方向平行。用于測試縱向拉伸強度,這是材料能承受的最大拉伸載荷。
90°方向纖維方向與拉伸方向垂直。用于測試橫向拉伸強度,該強度通常遠低于縱向強度。
取樣標識從板材上取樣時,必須用性標記筆清晰標明纖維方向和試樣編號。
3.外觀與加工質量
表面質量試樣表面應平整、光滑,無劃痕、氣泡、分層、褶皺和雜質。任何缺陷都會成為應力集中點,導致提前斷裂。
邊緣質量邊緣應光滑、無毛刺、無缺口。加工后的邊緣最好進行輕度打磨(如用細砂紙),以消除微裂紋。粗糙的邊緣是常見的斷裂起源點。
平行度與垂直度試樣的兩個側面應平行,端面應與軸線垂直,以確保受力均勻。
4.制備方法
方法模壓成型是獲得最佳試樣質量的方法,能直接得到尺寸精確、纖維分布均勻、無機械損傷的試樣。
機械加工從大板上切割是常用方法。必須使用金剛石砂輪片或水刀進行切割。
嚴禁使用普通刀具沖剪,這會嚴重破壞纖維和樹脂界面,導致數據嚴重失真。
水刀切割效果較好,但要注意避免邊緣被水浸濕,需及時干燥。
加工時應留有余量,最后精磨至標準尺寸。
5.預處理(狀態調節)
與絕緣試驗類似,為了結果的可比性,試樣需在標準實驗室環境(如23±2)℃,(50±5)%RH下放置不少于24小時。
試驗也最好在相同環境下進行。
6.數量
由于材料性能和試驗的分散性,每組有效試樣數量不應少于5個。如果數據離散過大,需要增加試樣數量以進行統計分析。
三、對試驗結果判定的關鍵斷裂模式
拉伸試驗是否有效,不僅看數據,更要看試樣的斷裂形態。試驗后必須檢查每個試樣的斷裂情況。
斷裂模式是否有效原因與處理
理想斷裂斷裂發生在平行段中部或附近。有效表明應力分布均勻,測得的數據能代表材料的本體性能。
夾持端斷裂斷裂發生在夾具接觸的端部或內部。通常無效由夾持力過大或應力集中引起,測得強度值偏低,應舍棄。需檢查夾具是否打滑、是否需加加強片。
層間剪切斷裂斷裂面與軸線呈~45°角。可能無效對于某些鋪層設計的材料可能有效,但通常說明剪切強度先于拉伸強度達到極限,結果非純拉伸強度。
邊緣斷裂從試樣邊緣的缺陷處開始斷裂。無效由加工損傷引起,數據不可靠,應舍棄。
四、總結試樣不合格的常見后果
試樣問題對試驗結果的潛在影響
纖維方向不準確測試結果錯誤,無法表征預定方向的性能。
尺寸超差,尤其是厚度不均計算應力(力/截面積)錯誤,導致強度值失真。數據離散度大。
邊緣有損傷或毛刺成為斷裂起源點,導致提前破壞,測得強度值顯著偏低。
過渡圓弧不光滑或有加工瑕疵在圓弧處產生應力集中,導致非標距段斷裂,試驗無效。
存在氣泡、分層等內部缺陷在缺陷處提前破壞,強度值不能代表材料正常性能。
五、建議操作流程
1.明確標準確定遵循GB/T1447還是ASTMD3039等,嚴格按標準要求加工試樣。
2.精心取樣從有代表性的大板上,精確按照纖維方向取樣。
3.精密加工使用合適的加工工具,確保尺寸精度和邊緣質量。
4.狀態調節進行充分的預處理。
5.準確測量試驗前,精確測量每個試樣平行段的寬度和厚度(至少測三點取平均值),用于計算橫截面積。
6.正確安裝將試樣對中安裝到試驗機夾具中,確保受力軸線與試樣軸線重合。
7.觀察與記錄試驗過程中觀察現象,試驗后記錄斷裂載荷和斷裂模式,無效數據應舍棄。
總之,對于玻璃鋼拉伸試驗,“試樣制備的質量直接決定了試驗數據的質量"。一個合格的試樣是獲得準確、可靠拉伸強度、模量和斷裂伸長率數據的基礎。
 地址:北京市海淀區上地科技園上地十街1號
地址:北京市海淀區上地科技園上地十街1號 電話: 010-66024083
電話: 010-66024083 郵箱:3440125819@qq.com
郵箱:3440125819@qq.com
 銷售部
銷售部 電話咨詢
電話咨詢
